
Продукция
-
Другие




-

Кипятильник
-

Демпфер дымового канала для сосуда под давлением
-

Печь для производства водорода из природного газа
-

Теплообменник-сосуд под давлением
-

Конденсатор
-

Закрытый пробоотборник
-

Колонна-сосуд под давлением
-

Огнепреградитель для сосуда под давлением
-

Смотровое стекло сосуда под давлением Краткое описание
-

Адсорбционное оборудование на основе молекулярных сит
-

Реактор-сосуд под давлением
-

Люк сосуда под давлением
-

Демистер из проволочной сетки для сосудов под давлением
-

Резервуар для хранения природного газа
-

Трубный пучок сосуда под давлением
-
Внутренние устройства реактора-сосуда под давлением

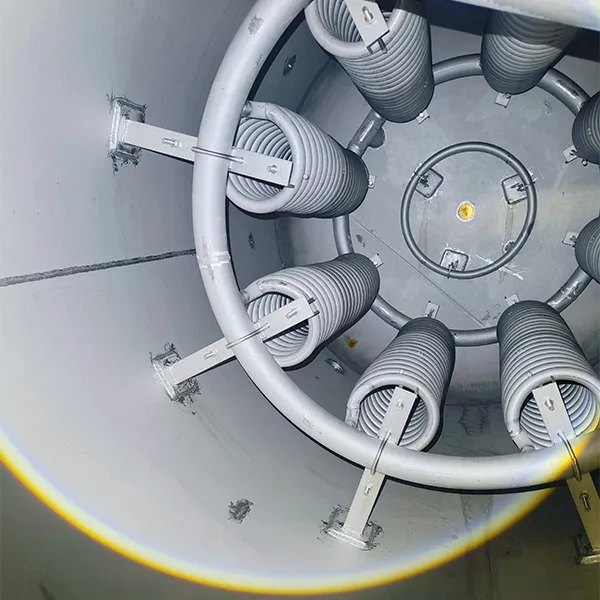
Обработка трубной решетки сосуда под давлением
Трубная решетка сосуда под давлением является ключевым несущим элементом кожухотрубных теплообменников, конденсаторов, испарителей и другого оборудования. Её основная функция заключается в фиксации трубного пучка, разделении потоков трубного и межтрубного пространства, а также в восприятии давления со стороны трубного и межтрубного пространства, а также напряжений, вызванных разностью температур.
Описание
маркер
Описание продукта
Трубная решетка сосуда под давлением является ключевым несущим элементом кожухотрубных теплообменников, конденсаторов, испарителей и другого оборудования. Её основная функция заключается в фиксации трубного пучка, разделении потоков трубного и межтрубного пространства, а также в восприятии давления со стороны трубного и межтрубного пространства, а также напряжений, вызванных разностью температур.Точность обработки трубных решеток напрямую определяет герметичность, эффективность теплопередачи и эксплуатационную безопасность оборудования.
Основные характеристики и выбор материала для трубных решеток
Конструктивные особенности: Трубные доски представляют собой преимущественно круглые толстые пластины, толщина которых обычно составляет от 20 до 500 миллиметров. Их поверхности требуют механической обработки для создания сотен или тысяч отверстий для установки теплообменных труб. Одновременно с этим необходимо обработать такие конструктивные элементы, как уплотнительные канавки, отверстия для болтов и отверстия для установочных штифтов, чтобы обеспечить соответствие требованиям по соединению и уплотнению с фланцами трубного коробка и корпусом.
Выбор материала для трубных решеток должен быть совместим с материалами теплообменных труб и кожуха, обеспечивая баланс между сопротивлением давлению, термостойкостью и коррозионной стойкостью. Распространенные типы представлены ниже:
Углеродистая сталь: подходит для применения при низком давлении и температуре окружающей среды с неагрессивными средами;
Нержавеющая сталь: подходит для агрессивных сред;
Легированная конструкционная сталь: подходит для применения при высоких температурах и высоком давлении;
Ламинированная пластина: сочетает в себе прочность и коррозионную стойкость при снижении затрат.
Основной технологический процесс изготовления трубных решеток
Изготовление трубных решеток представляет собой сложную последовательность операций, включающую вырубку заготовок, термообработку, прецизионную механическую обработку и контроль качества. Основной технологический процесс выглядит следующим образом:
Резка и предварительная обработка сырья
Для резки стальных листов на круглые заготовки с учетом припусков на механическую обработку используется плазменная резка;
Поверхность заготовок подвергается дробеструйной обработке и шлифованию для удаления окалины и заусенцев.
Черновая обработка: Токарные операции: Отшлифуйте обе торцевые поверхности трубной решетки, чтобы обеспечить плоскостность; обработайте внешний диаметр, чтобы гарантировать точность сопряжения с корпусом;
Сверлильные операции: Просверлите черновые направляющие отверстия для трубных отверстий и отверстий для болтов.
Чистовая обработка (Ключевая технологическая операция)
Точная обработка трубных отверстий: Трубные отверстия обрабатываются на станках с ЧПУ для глубокого сверления.
Обработка уплотнительных поверхностей: На поверхности прилегания трубной решетки к фланцу трубной камеры фрезеруются уплотнительные пазы, что гарантирует герметичность прокладки.
Обработка отверстий под болты: Выполняется на расточных станках с ЧПУ, что обеспечивает равномерное круговое расположение отверстий, а также соответствие диаметров отверстий и болтов проектным требованиям.
Постобработка и проверка
Обработка поверхности: Для решеток из нержавеющей стали выполняется травление и пассивация для удаления технологических масел и окалины. Для решеток, работающих в условиях сильной коррозии, может применяться дробеструйная обработка для упрочнения или футеровка.
Термообработка: После сварки выполняется отпуск для снятия напряжений с целью устранения остаточных сварочных напряжений и предотвращения трещинообразования.
Неразрушающий контроль: Ультразвуковой контроль (УЗК): Проверка на наличие внутренних дефектов, таких как расслоения, раковины, трещины;
Капиллярный контроль (ПК): Проверка внутренней поверхности трубных отверстий и уплотнительных поверхностей на наличие поверхностных дефектов;
Проверка размеров: проверка критических размеров, таких как положение отверстий и плоскостность, с помощью координатно-измерительной машины.
Ключевые технические требования к обработке трубных решёток
Контроль точности расположения отверстий: Отклонение в позиции трубных отверстий напрямую влияет на процесс установки теплообменных труб и качество их сварки. При серийной обработке необходимо использовать координатно-стабилизирующую оснастку с ЧПУ, чтобы гарантировать, что отклонение межцентрового расстояния всех отверстий находится в допустимых пределах. Для крупногабаритных решёток необходимо учитывать возможные тепловые деформации в ходе обработки.
Качество обработки уплотнительной поверхности: Плоскостность, шероховатость и размеры паза уплотнительной поверхности являются ключевыми факторами для предотвращения утечки среды. При обработке необходимо использовать режущий инструмент высокой точности и применять метод многопроходной обработки, чтобы избежать появления дефектов на поверхности, таких как следы от инструмента или царапины.
Точность для сварочного соединения: Трубные решётки обычно соединяются с теплообменными трубами методом сварки + развальцовки. В трубных отверстиях необходимо предусмотреть соответствующий припуск для развальцовки, чтобы обеспечить герметичность соединения решётки и трубы после развальцовки. Сварочная разделка кромок должна быть обработана аккуратно и равномерно, что гарантирует качество формирования сварного шва.
Контроль деформации при обработке толстостенных плит: Для толстых трубных решёток толщиной более 100 мм после черновой обработки необходимо проводить промежуточную термообработку для снятия технологических напряжений. При чистовой обработке следует применять метод симметричной обработки, чтобы минимизировать деформацию, вызванную односторонним резанием.
Типичное технологическое оборудование
| Обработка | Основное оборудование | Особенности оборудования |
| Вырубка и резка | Станки для газопламенной резки с ЧПУ, станки для гидроабразивной резки | Высокая точность резки с минимальной тепловой деформацией. |
| Обработка отверстий | Станки для глубокого сверления с ЧПУ, портальные расточные и фрезерные станки | Возможность обработки трубных досок большого диаметра с несколькими отверстиями, обеспечивающая точное позиционирование. |
| Обработка уплотняющих поверхностей | Вертикальные токарные станки с ЧПУ | Высокоточная обработка торцевых поверхностей трубных досок большого диаметра и уплотнительных канавок. |
| Неразрушающий контроль | Ультразвуковые дефектоскопы, координатно-измерительные машины | Обнаружение внутренних дефектов и точность размеров. |
Сценарии применения и ключевые моменты контроля качества
Типичные трубные решетки широко используются в кожухотрубных теплообменниках, конденсаторах, котлах-утилизаторах и другом оборудовании в таких отраслях, как нефтехимия. Они представляют собой критически важные компоненты сосудов под давлением, которые создают значительные проблемы при обработке и требуют высокой точности.
связаться с нами
Сопутствующие популярные продукты

Фильтр-сосуд под давлением
Фильтр-сосуд под давлением— это специальное оборудование, сочетающее несущую функцию и фильтрующую функцию. Оно в основном используется для отделения твёрдых частиц и примесей из жидкой или газообразной среды в условиях определённого рабочего давления с целью очистки среды или защиты последующего технологического оборудования.
Смотровое стекло сосуда под давлением Краткое описание
Смотровые стекла для сосудов под давлением — это вспомогательные устройства для наблюдения за безопасностью, устанавливаемые на сосудах, трубопроводах или фланцах оборудования сосудов под давлением. Их основная функция заключается в том, чтобы операторы могли визуально контролировать уровень жидкости, состояние потока и условия реакции внутренней среды в условиях давления.

Резервуар для отработанного катализатора
Резервуары для хранения отработанных катализаторов под давлением — это специализированное оборудование под давлением для временного хранения и перекачки опасных твердых отходов в химической, нефтехимической и углехимической промышленности.
Люк сосуда под давлением
Люк для сосудов под давлением — это открытие для доступа, выдерживающее давление, установленное на корпусе сосуда под давлением. Являясь одним из основных вспомогательных устройств для обеспечения безопасности сосудов под давлением, он в первую очередь позволяет персоналу проникать внутрь сосуда для проведения монтажных, ремонтных, очистительных, антикоррозионных и других работ.

Статический смеситель
Статический смеситель состоит из полой трубы и ряда смесительных элементов, установленных внутри нее. При прохождении жидкости через эти элементы происходят такие явления, как резание, сдвиг, вращение и повторное смешивание. Это приводит к тому, что жидкость поочередно вращается по часовой стрелке и против часовой стрелки, непрерывно изменяя направление своего потока, что обеспечивает отличное радиальное смешивание.

Резервуар-сосуд под давлением
Резервуары для хранения под давлением — это специализированное оборудование, предназначенное для хранения газов, жидкостей или сжиженных газов. Они широко используются в различных отраслях промышленности, включая нефтехимическую, энергетическую, фармацевтическую и пищевую.

Обработка и производство на месте
Компания Ганьсуйская компания «Юйжунь Инжиниринг Хэви Индастри» (ООО) обладает собственными производственными и монтажными мощностями, занимается производством специализированного оборудования для нефтепереработки и химического производства, а также осуществляет генеральный подряд на строительные проекты.
Кипятильник
Ребойлеры для сосудов под давлением служат в качестве основного оборудования для теплообмена под давлением в процессах дистилляционного разделения в нефтехимической, углехимической и тонкохимической промышленности. Устанавливаемые в нижней части дистилляционных колонн, их основная функция заключается в использовании нагревательной среды для повышения температуры жидких материалов в нижней части колонны до их температуры кипения, что приводит к их частичному испарению.

Глушитель шума
Глушитель (также известный как амортизатор) — это устройство, устанавливаемое в воздуховодах или системах впуска/выпуска, которое пропускает воздушный поток, одновременно ослабляя распространение шума с помощью акустических механизмов.
Демистер из проволочной сетки для сосудов под давлением
Сетчатые демистеры для сосудов под давлением — это устройства для разделения газа и жидкости, устанавливаемые в верхней части или на выходе газа из сосудов под давлением, таких как колонны, реакторы и абсорберы. Их основная функция заключается в улавливании мельчайших капель жидкости, уносимых газовыми потоками, что обеспечивает эффективное разделение газа и жидкости.

Колонна с воздушным охлаждением
Воздухоохладительные башни с сосудами под давлением служат в качестве основного оборудования, выдерживающего давление, в системах предварительного охлаждения воздуха для установок по разделению воздуха.
Конденсатор
Конденсаторы с сосудом под давлением — это теплообменное оборудование под давлением, широко используемое в нефтехимической, энергетической, холодильной, фармацевтической и других отраслях промышленности. Их основная функция заключается в использовании охлаждающей среды для охлаждения и конденсации газообразных компонентов в технологических жидкостях до жидкой фазы, что позволяет достичь целей разделения газа и жидкости, рекуперации материала или охлаждения технологического процесса.
Реактор-сосуд под давлением
Реакторы-сосуды под давлением (обычно называемые реакционными котлами) служат в качестве основного оборудования, выдерживающего давление, для проведения химических реакций в таких отраслях, как химическая промышленность, фармацевтика, пищевая промышленность и производство новых материалов.
Огнепреградитель для сосуда под давлением
Пламегасители для сосудов под давлением — это взрывозащищенные приспособления, устанавливаемые на резервуарах сосудов под давлением, входных/выходных трубопроводах или сливных отверстиях. Их основная функция заключается в предотвращении попадания внешнего пламени внутрь сосуда, что позволяет избежать возгорания горючих или взрывоопасных сред внутри сосуда, которое может вызвать взрыв.
Адсорбционное оборудование на основе молекулярных сит
Адсорбционное оборудование на основе молекулярных сит — это промышленное оборудование, которое использует синтетический или природный цеолит (молекулярное сито) в качестве адсорбента. Благодаря своей точной микропористой структуре оно осуществляет селективную адсорбцию, разделение и очистку определённых молекул из газовых или жидких смесей.

Колонна отгонки
Башни понижения давления в сосудах высокого давления служат основным оборудованием, выдерживающим давление, в процессах дистилляционного разделения в таких отраслях, как нефтепереработка, углехимическая промышленность и производство тонких химикатов.



